Im heutigen Artikel werde ich auf unsere am wenigsten fortschrittlichen Abkantpressen-Steuerung, Estun E21, eingehen. Ich werde ihre Hauptfunktionen und einen Vergleich mit einem fortgeschrittenen Controller beschreiben. Ich lade zum Lesen.
Digitale Steuerung- ist die Bezeichnung für die Verarbeitung digitaler Informationen und die Erzeugung von Signalen, die die Bewegung von Maschinen oder Geräten steuern. Sie dient der Steuerung des Herstellungsprozesses von geometrisch definierten Objekten, d.h. solchen, die auf der Grundlage einer technischen Zeichnung oder eines CAD-Modells digital beschrieben sind, z.B. der Steuerung von Werkzeugmaschinen.
Der Hauptunterschied zwischen NC- und CNC-Steuerung bei den höheren Modellen unserer Pressen besteht in der Möglichkeit, die Funktionen zu programmieren, in der Anzahl der gespeicherten Programme, in der Geschwindigkeit und der Genauigkeit der Maschine. Die NC-Steuerung wird vor allem dann gewählt, wenn es darum geht, einfache Teile wie z. B. Winkel zu biegen, bei denen sowohl die Präzision als auch eine Vielzahl von Funktionen weniger wichtig sind und man nicht einen entsprechend höheren Betrag für die Anschaffung einer Maschine ausgeben möchte.

Das Bedienfeld des besprochenen Steuergeräts ist wie folgt:
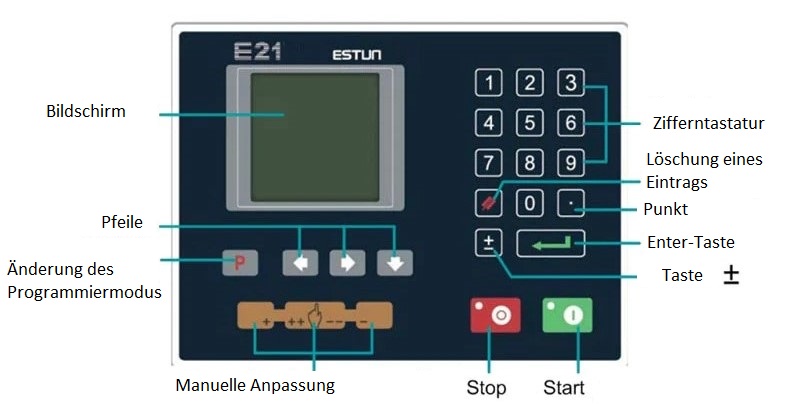
Wie in der obigen Grafik zu sehen ist, verfügt der Controller über ein Bildschirm. Dieser Bildschirm zeigt uns Informationen über die aktuelle Position der Anschläge (X-Achse) und des Biegebalkens (Y-Achse). Analog – benutzerprogrammierte Positionen. Diese werden durch Drücken der Starttaste eingegeben und die Maschine führt die Berechnungen durch und fährt die eingestellten Positionen an.
Mit der Taste für den Wechsel des Programmiermodus kann man zwischen den verschiedenen Menüs wechseln. Es gibt drei Registerkarten für eine einzelne Biegung, eine Folge von mehreren Biegungen (sogenannte Programme) und ein Einstellungsmenü. Die auf dem Bildschirm sichtbaren Funktionen werden mit den Pfeilen direkt darunter angesteuert. Geben Sie die Daten über die Zifferntastatur ein und bestätigen Sie mit der Eingabetaste. Wenn ein Fehler gemacht wurde, können wir ihn über die Schaltfläche “ Löschung eines Eintrags “ löschen. Wir verwenden die Schaltfläche „Punkt“ als Trennzeichen für Hundertstel Millimeter sowohl für die Höhe als auch für das Biegemaß. Wenn wir Programmänderungen zu schnell vornehmen und den Berechnungsprozess starten, können wir ihn mit der Schaltfläche „Stopp“ anhalten. Wenn wir die Parameter unserer Presse manuell einstellen möchten, verwenden wir die gelb markierten Tasten.
Wie ich bereits erwähnt habe, können wir zwischen drei Registerkarten wechseln. Die erste Registerkarte zeigt das Fenster für den Einzelbiegemodus.
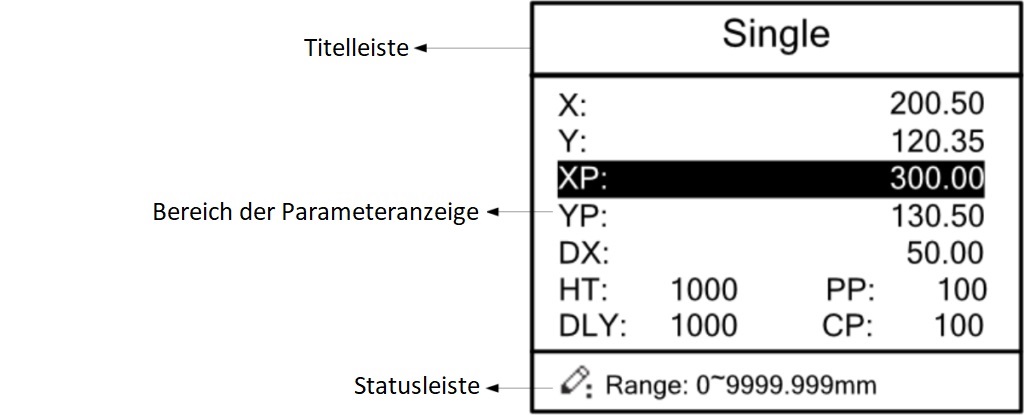
Nachfolgend finden Sie eine Beschreibung „Singel“ Modus. Alle sichtbaren Felder sind auf Deutsch beschrieben.
Das ist ein Modus, der es uns ermöglicht, eine Sequenz von mehreren Biegungen zu speichern. Das ist nützlich, wenn wir das Biegen desselben komplexen Produkts nach einiger Zeit wiederholen. Es ermöglicht uns, die Einstellungen zu speichern, die bei der vorherigen Ausführung eines sich wiederholenden Elements funktioniert haben. Das Fenster für diesen Betriebsmodus sieht wie folgt aus:
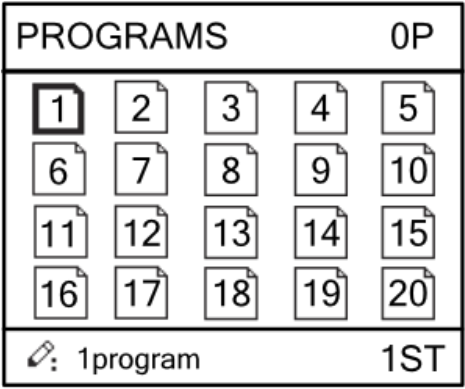
Mit dieser Option können wir bis zu 40 Programme mit den Nummern 1-40 speichern. Bei Produkten, die in unserer Produktion in bestimmten Zeitabständen wiederholt werden, können wir problemlos zu den zuletzt verwendeten Parametern zurückkehren. Damit sparen Sie Zeit. Leider ist der Speicher auf 40 einzelne Programme begrenzt. Aus diesem Grund empfehlen wir in der Dienstleistungsproduktion das Otinus OT – 41 oder das Delem Steuergerät.
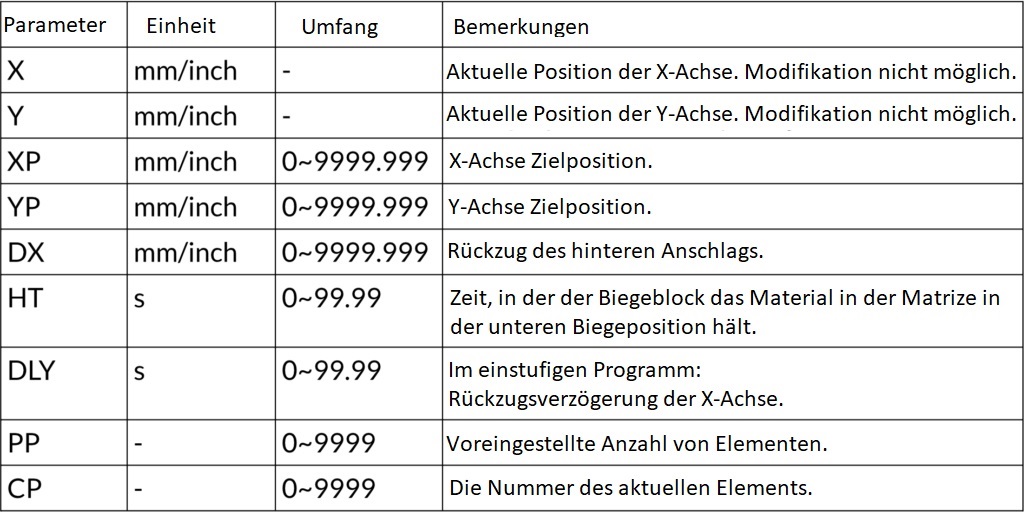
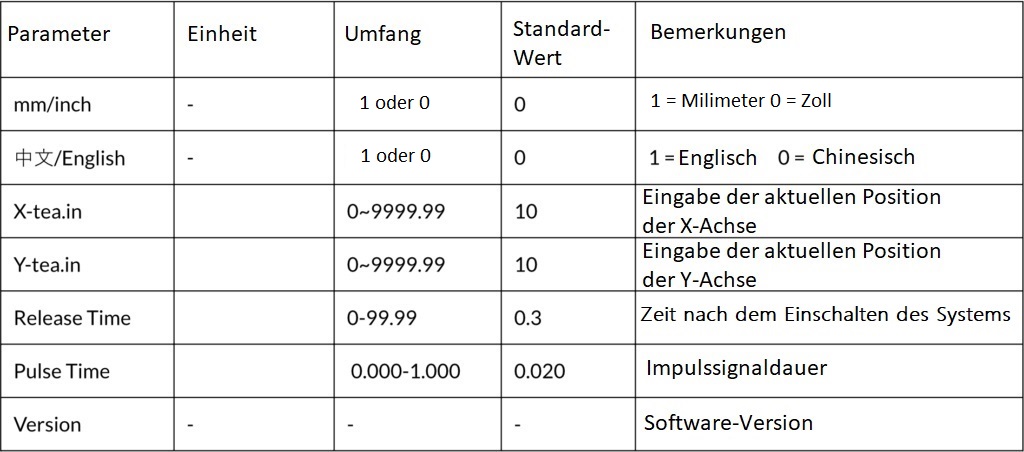
Dies ist der dritte Programmierbildschirm der Maschine, der die Eingabe von Festwerten ermöglicht. Sie sind für die Einstellungen der in den Programmen verwendeten grundlegenden Controller-Funktionen zuständig.

Nachstehend finden Sie eine Tabelle, in der die einzelnen Parameter beschrieben sind. Sie werden auf Deutsch beschrieben.
Die Estun E21 gesteuerte Presse ist eine Maschine, die für die Herstellung einfacher Biegungen konzipiert ist. Der Controller ist sehr einfach zu bedienen, weil er nicht zu viele Funktionen für den Benutzer übernimmt. Sie eignet sich gut für Werkstätten, in denen einfache Teile hergestellt werden und die Genauigkeit nicht so hoch sein muss. Die Abmessung wird mit Hilfe der X-Achse bestimmt, und der geplante Winkel ergibt sich aus der Eingabe der Tiefe, bis zu der der Biegeblock abtauchen soll. Der Controller ist nicht mit einem Rechner ausgestattet, so dass wir alle Berechnungen manuell durchführen müssen. Das ist ein zeitaufwändiger Prozess, und wir können diese Zeit mit einem besseren Maschinensteuerungssystem nutzen.
Bei der Herstellung einer Vielzahl von Teilen lohnt es sich auf jeden Fall, sich nach einer Abkantpresse mit CNC-Steuerung umzusehen, da sich dadurch die Bearbeitungszeit erheblich verkürzt. Wenden Sie sich bitte an unsere Techniker und unsere Verkaufsabteilung Die Spezialisten von Otinus beraten Sie bei der Wahl der richtigen, auf Ihre Bedürfnisse zugeschnittenen Lösung.
 Service
Service