In diesem Artikel erfahren Sie, wie Sie die richtigen Werkzeuge für Abkantpressen auswählen, mit der wir entweder arbeiten oder anschaffen wollen.
S
Die Auswahl des richtigen Werkzeugs ist für Abkantpressen unerlässlich. Dank der Anwendung des Werkzeugs erhalten wir die gewünschte Form der bearbeiteten Teile. Es vervollständigt den Prozess des Biegens unter Verwendung einer gut konzipierten und korrekt angepassten Abkantpresse. Der heutige Markt ermöglicht es, eine Genauigkeit zu erreichen, die in der Vergangenheit unvorstellbar war. Die Abkantpressenausrüstung sollte die Maßtoleranz im Bereich von 0,01 mm nicht überschreiten, was die Aufrechterhaltung der Wiederholbarkeit und Präzision ermöglicht.

Wir müssen die Wahl der Werkzeuge auf die Bedürfnisse unserer Produktion abstimmen. Hier können wir uns selbst helfen, indem wir die Regel 8 x 2 anwenden (die wir später beschreiben werden), die es uns ermöglicht, genau zu bestimmen, welche Werkzeuge wir benötigen. Diese Lösung ist vor allem dann sinnvoll, wenn unser Budget knapp ist.
By using this rule we first need to define what material thickness we want to bend. The size of the smallest die can be estimated by multiplying the thickness of the thinnest material we use in our company. Bei Anwendung dieser Regel müssen wir zunächst festlegen, welche Materialstärke wir biegen wollen. Die Größe der kleinsten Matrize kann durch Multiplikation mit der Dicke des dünnsten Materials, das wir in unserem Unternehmen verwenden, geschätzt werden. Um die Größe der größten Matrize zu schätzen, müssen wir die Dicke des dicksten Materials mit 8 multiplizieren.
The sizes of other grooves are estimated by multiplying the smallDie Größe der anderen Rillen wird geschätzt, indem die kleinste Rillenbreite mit 2 multipliziert wird.
Diese Methode ermöglicht es uns also, schnell und effektiv die Werkzeuggrößen zu bestimmen, die uns helfen können, unsere anstehenden Aufgaben mit wenig Aufwand zu erledigen.
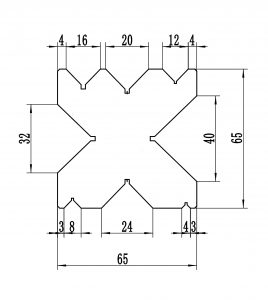
Um die Erwartungen unserer Kunden zu erfüllen, stattet die Firma Otinus ihre Abkantpressen mit einem universellen Multi-V-Werkzeugsatz aus.
Das dünnste Blech, das wir biegen wollen, ist 1 mm dick. Daher müssen wir eine Matrize mit einer minimalen Breite von V=8 mm verwenden.
Das dickste Blech, das wir biegen wollen, ist 10 mm dick. Daher sollte die manimale Breite der Matrize, die wir benötigen, V=80mm betragen.
Aus den obigen Daten lässt sich leicht errechnen, dass die Mindestbreiten der Matrizen 5 Abmessungen umfassen würde. Der Satz würde aus den folgenden Rillen bestehen V=8/16/32/64/80.
Wenn wir die Werkzeuge genauer auswählen wollen, sollten wir den Biegekraftrechner für Abkantpressen verwenden
Um genau zu sein, hängt alles von den Biegewinkeln und Radien ab. Mit der unteren Matrize V32 können Sie ein 8 mm dickes Blech nicht in einem Winkel von 90 Grad biegen. Außerdem würde ein solcher Versuch nicht mit dem Prinzip der Luftbiegetechnik übereinstimmen.
Hier müssen wir sowohl die Haltbarkeit der Werkzeuge als auch die strukturelle Festigkeit der Materialien berücksichtigen, da das Biegen mit ungeeigneten Werkzeugen zum Bruch und zu einer geringeren strukturellen Festigkeit an der Biegelänge eines Teils führen kann. Vor allem, wenn wir Oberwerkzeuge mit Radien verwenden, die kleiner sind als nach den technischen und strukturellen Grundsätzen zulässig. Es zeigt sich, dass die Berücksichtigung der Festigkeit der Werkzeuge nicht das Ende des Konstruktionsprozesses ist. Wir müssen auch die oben erwähnte, auf die Blechdicke abgestimmte Breite der Rille berücksichtigen.
Wenn wir dünne Bleche biegen wollen, z.B. 1mm dick, und gleichzeitig hohe Radien (z.B. R20) mit Hilfe von unteren Matrizen mit breiten Nuten (z.B. V50) erreichen wollen, wird das Ergebnis solcher Prozesse perfekte Winkelwerte sein. Im Gegensatz dazu können wir bei der Anwendung von Stempeln mit Radien, die der Blechdicke entsprechen (in diesem Fall R1 für 1 mm dickes Blech), das Teil nicht entsprechend unseren Erwartungen fertigstellen; das Blech würde gegen die zu breite Matrize gedrückt werden, was zu Beschädigungen/Rissen und zur Überschreitung der Toleranz führen würde.

Wir haben Schritt für Schritt besprochen, wie man Werkzeuge für Abkantpressen richtig zuordnet.
Die richtige Auswahl der Werkzeuge für Abkantpressen ist ein häufiger Teil des Arbeitsprozesses. Selbst der erfahrenste Theoretiker kann Schwierigkeiten haben, die richtigen Werkzeuge auszuwählen.
-Alles basiert auf der Erfahrung des Einzelnen
-Beobachtung des sich biegenden Materials
-Auswahl von Werkzeugen zur Minimierung und Vermeidung von Fehlern- und Werkzeugausfällen;
-Anwendung von Korrekturen (für Werte und Abläufe).
Bei einigen Werkzeugen ist es beispielsweise nicht möglich, die zweite Biegung zu korrigieren, wenn die dritte und vierte Biegung bereits gemacht ist (Biegefolge).
This is it, if it comes to the theory of tool matching for bending. In practice, a testing operation is always Das war’s mit der Theorie der Werkzeuganpassung beim Biegen. In der Praxis wird immer vorher ein Test durchgeführt (entweder an einem Reststück oder an dem richtigen Material, das der Technologe oder Konstrukteur der Serie der herzustellenden Teile hinzufügt), um die Kompatibilität aller geplanten Schritte zu prüfen, z. B. die Auswahl des Werkzeugs für das Material oder umgekehrt.

 Service
Service